Punta de desbaste de diamante para fundición, forma de llama B
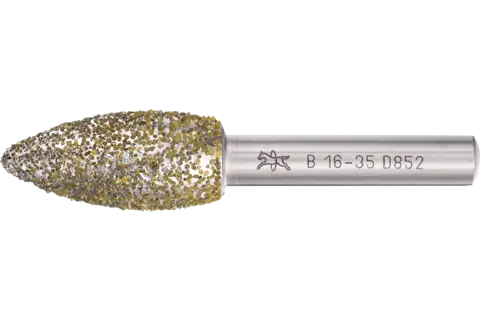
Punta de desbaste de diamante con forma de llama 16x35x8 mm D852 para desbaste de fundición gris y de grafito esferoidal
DB-N 16-35/8 D 852

Datos técnicos
Punta de desbaste de diamante con forma de llama 16x35x8 mm D852 para desbaste de fundición gris y de grafito esferoidal
- Ancho
- 35 mm
- Longitud, mango
- 40
- Tamaño de grano
- D 852
- Ø exterior
- 16 mm
- Ø mango
- 8 mm
- Unidad de embalaje
- 1 unidad
Descripción
Características
Recomendaciones de uso
Indicaciones para pedido
- Materiales que se pueden mecanizar
- Trabajos de mecanizado
- Tipos de accionamiento
Descargas

